-
Категории товаров
-
Избранные товары
- Каковы предел прочности на растяжение и удлинение в резиновых конвейерных лентах?
- Каковы ключевые свойства термостойких конвейерных лент T1, T2, T3, T4?
- Что означает «кг/см²» в конвейерных лентах и как перевести это в другие единицы измерения?
- Как преобразовать конвейерную ленту PIW в ленту EP?
- В чем разница между PSI и МПа в конвейерных лентах и как их переводить друг в друга?
- Как провести тест на желобчатость конвейерной ленты
- Самые полные национальные и организационные стандарты испытаний конвейерных лент
- В чем разница между термостойкими и огнестойкими конвейерными лентами?
- Каковы химические свойства различных резиновых компонентов в резинотканевых конвейерных лентах?
- Принцип работы горизонтальных вакуумных ленточных фильтров
SUNGDA FACTORY AREA

Как провести тест на желобчатость конвейерной ленты
Данный стандарт устанавливает метод испытаний и требования к характеристикам конвейерных лент при переходе из плоского в желобчатый профиль для обеспечения хорошего контакта с желобчатыми роликоопорами (называемого желобчатостью) в процессе эксплуатации.
Это испытание следует проводить для конвейерных лент, используемых на конвейерах, оснащенных желобчатыми роликоопорами. Если лента не обладает хорошей желобчатостью, это может привести к плохой устойчивости в процессе эксплуатации, вызывая боковое смещение и потенциальное повреждение конвейерной ленты.
Определения:
1.1 Желобчатость (T): В испытании на желобчатость конвейерной ленты — отношение максимального прогиба F образца к плоской ширине ленты L в течение заданного времени.
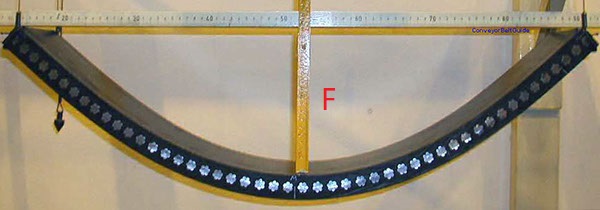
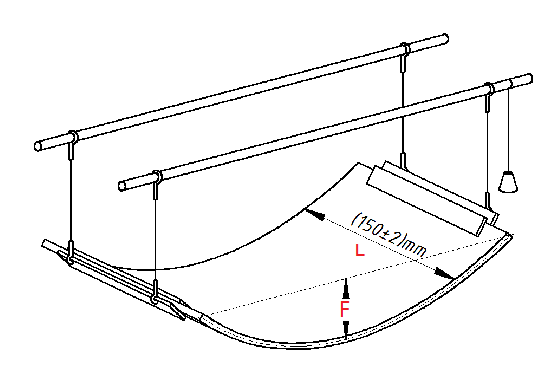
1.2 Максимальный прогиб (F): В испытании на желобчатость конвейерной ленты — вертикальное расстояние между центральными точками на верхней и нижней поверхностях образца на концах до самой низкой точки кривизны на верхней и нижней поверхностях (см. Рисунок 1).
1.3 Угол наклона бокового ролика: Угол между боковым роликом и горизонтальным направлением в желобчатой роликоопоре, состоящей из центрального и двух боковых роликов.
Принцип испытания: В качестве образца берется отрезок конвейерной ленты полной ширины, подвешивается за оба конца и свободно провисает под действием собственного веса. В течение заданного времени измеряется максимальный прогиб и вычисляется желобчатость.
2. Аппаратура для испытаний: Аппаратура состоит из следующих компонентов (см. Рисунок 2):
2.1 Две жесткие планки, установленные на опорах, которые должны соответствовать следующим требованиям:
a. Расстояние между двумя точками опоры каждой планки больше ширины испытуемой конвейерной ленты.
b. Расстояние между двумя планками равно расстоянию между двумя точками на зажимах, соединенных с подвесной линией.
2.2 Два зажима для фиксации образца с обоих концов, которые должны соответствовать следующим требованиям:
a. Каждый конец имеет часть для соединения с подвесной линией таким образом, чтобы обеспечить свободное вращение.
b. Конструкция должна обеспечивать, чтобы сами зажимы после подвешивания имели пренебрежимо малые силы дисбаланса и трение при вращении, т.е. не влияли на прогиб образца.
c. Ширина зажима образца должна быть не менее 140 мм.
d. Их жесткость должна обеспечивать, чтобы образец не изгибался в направлении ширины во время испытания (т.е. в продольном направлении ленты).
2.3 Четыре подвесных троса из одного материала, которые должны соответствовать следующим требованиям:
a. Их удлинение под весом образца и зажимов пренебрежимо мало.
b. Соединение подвесных тросов с горизонтальными планками должно позволять перемещение точек контакта вдоль длины планок.
c. Их длина составляет приблизительно 500 мм, и они должны поддерживать горизонтальное выравнивание осей вращения двух зажимов.
2.4 Инструменты для измерения прогиба образца.
2.5 Отвес для указания вертикального направления подвесной линии.
3. Образцы конвейерной ленты для испытаний:
3.1 Форма, размеры и количество образцов для испытаний следующие:
a. Форма: Прямоугольная со всех сторон.
b. Длина (по ширине ленты): Плоская ширина ленты.
c. Ширина (по длине ленты): 150±1 мм.
d. Толщина: Полная толщина ленты.
e. Количество: 2 образца.
3.2 Образцы должны быть вырезаны из ленты не ранее чем через 5 дней после ее изготовления.
3.3 Два образца должны быть взяты из мест на ленте, максимально удаленных друг от друга.
3.4 Перед испытанием образцы должны быть размещены горизонтально в среде с температурой 23±2°C не менее чем на 24 часа.
4. Процедура испытания и ключевые моменты:
4.1 Испытание должно проводиться в среде с температурой 23±2 градуса Цельсия.
4.2 Измерьте плоскую ширину конвейерной ленты (т.е. длину образца для испытаний).
4.3 Зажмите концы образца конвейерной ленты в зажимах двух держателей, обеспечив, чтобы рабочая поверхность ленты была обращена вверх. Зажим должен быть симметричным, с одинаковой глубиной захвата, при этом меньшая глубина составляет 15 мм.
4.4 Позвольте образцу конвейерной ленты свободно висеть под действием собственного веса. Постоянно корректируйте направление подвеса, чтобы оно было вертикальным. После того как образец провисит свободно в течение 5 минут, измерьте максимальный прогиб образца.
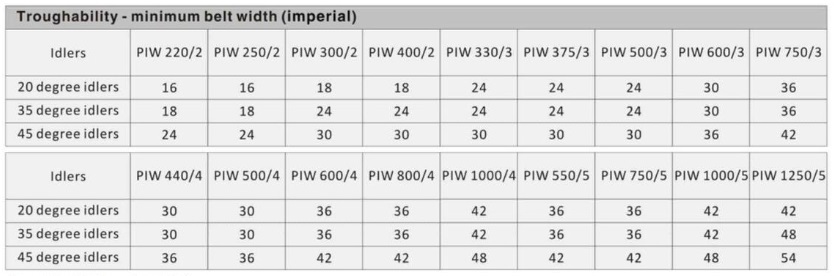
Рекомендуемая минимальная ширина конвейерной ленты для ленты PIW:
SUNGDA CONVEYOR BELT CO.,LTD.










Теги:КАЧЕСТВО,ПИВ,Резиновый конвейерный ремень,тест,трубопроводность
Сопутствующие товары
-

Каковы предел прочности на растяжение и удлинение в резиновых конвейерных лентах?
Нет. -
Что означает «кг/см²» в конвейерных лентах и как перевести это в другие единицы измерения?
Нет. -
В чем разница между PSI и МПа в конвейерных лентах и как их переводить друг в друга?
Нет. -

Самые полные национальные и организационные стандарты испытаний конвейерных лент
Нет. -

Преимущества и недостатки защитного устройства ленточного конвейера
Нет. -

Анализ условий запуска ленточного конвейера
Нет. -

Анализ причин распространенных повреждений ленточных конвейерных лент длиной до 100 метров
Нет. -

Меры предосторожности для безопасной эксплуатации ленточного конвейера
Нет. -
Как решить проблему засорения материала в желобе конвейера
Нет. -

Основные причины повреждения конвейерной ленты EP
Нет.