-
Категории товаров
-
Избранные товары
- Каковы предел прочности на растяжение и удлинение в резиновых конвейерных лентах?
- Каковы ключевые свойства термостойких конвейерных лент T1, T2, T3, T4?
- Что означает «кг/см²» в конвейерных лентах и как перевести это в другие единицы измерения?
- Как преобразовать конвейерную ленту PIW в ленту EP?
- В чем разница между PSI и МПа в конвейерных лентах и как их переводить друг в друга?
- Как провести тест на желобчатость конвейерной ленты
- Самые полные национальные и организационные стандарты испытаний конвейерных лент
- В чем разница между термостойкими и огнестойкими конвейерными лентами?
- Каковы химические свойства различных резиновых компонентов в резинотканевых конвейерных лентах?
- Принцип работы горизонтальных вакуумных ленточных фильтров
SUNGDA FACTORY AREA

Какие распространенные методы неразрушающего контроля стальных тросовых конвейерных лент?
При использовании конвейерной ленты со стальным кордом из-за таких факторов, как высокая нагрузка, царапины, старение и т.д., внутренний стальной корд может подвергаться коррозии или разрыву, что влияет на нормальное производство предприятия и даже может привести к авариям. Поэтому соответствующие нормы для проверки безопасности конвейерных лент были разработаны уже давно. В процессе развития неразрушающего контроля лент возникло множество методов обнаружения дефектов. В этой главе производители конвейерных лент представят несколько распространенных методов неразрушающего контроля.
1. Простой метод обнаружения деформации соединений
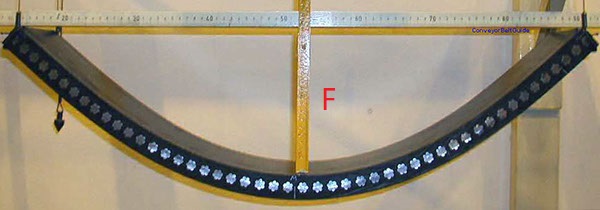
Простой метод обнаружения деформации соединений — это традиционный ручной метод проверки. Специалисты по техническому обслуживанию визуально оценивают форму ленты, чтобы определить, удлинилось ли соединение, а затем используют портативную рентгенографию для выявления повреждений ленты. Далее описаны 3 метода.
1. Метод наблюдения за явлением «вздутия». Явление «вздутия» — распространенный признак повреждения соединения, вызванный смещением стального корда в месте вздутия. Это простой метод, часто используемый в угольных шахтах. Он заключается в очистке поверхности ленты в области соединения после остановки оборудования для проверки наличия «вздутий». При обнаружении вздутия необходимо уделить ему внимание. Когда оно распространяется на 1/3 ширины ленты, требуется немедленная замена.
2. Метод измерения длины соединения. На соответствующих участках двух краев нового вулканизированного соединения наносят 3 набора равноудаленных меток и измеряют длину каждой группы. После ввода конвейерной ленты в эксплуатацию регулярно измеряют длину каждой метки. Если удлинение любой из трех превышает определенный порог, вулканизированное соединение подвергают рентгеновскому анализу для определения степени повреждения и возможности дальнейшего использования.
3. Метод измерения поверхностной деформации. Сначала на поверхности соединения в зоне низкого напряжения рисуют сетку, а затем повторно измеряют деформацию сетки, когда лента перемещается в зону высокого напряжения, чтобы определить наличие и степень смещения стальных кордов внутри ленты.

2. Рентгеновский метод обнаружения
Рентгеновский метод обнаружения — это технология неразрушающего контроля, основанная на проекционной рентгенографии и компьютерной обработке изображений. Принцип заключается в пропускании веерообразного рентгеновского луча через движущуюся с заданной скоростью конвейерную ленту со стальным кордом, приеме сигнала двумерным рентгеновским фотодетектором и формировании электрического сигнала пикселей изображения. После сбора, преобразования, передачи и обработки создается двумерное проекционное изображение ленты, позволяющее оценить целостность стального корда и соединений. Одновременно сигнал может быть преобразован в цифровой формат и сохранен на компьютере для последующего анализа. Этот метод является надежным, информативным и практически осуществимым. Он основан на прочной теоретической базе и использует множество зрелых технологий, применяемых в медицине, безопасности, контроле качества, транспорте и других областях.
3. Методы инфракрасного и ультразвукового контроля
Германия, Австралия, Великобритания и США применяют ультразвуковой и инфракрасный контроль, но эти методы еще не достигли полной зрелости.
4. Метод контроля на основе магнитного потока утечки, использующий принцип электромагнитной индукции
Метод обнаружения заключается в установке магнитной индукционной катушки вблизи возвратной конвейерной ленты, монтаже набора постоянных магнитов выше по потоку и использовании датчика намагничивания для равномерного намагничивания стального тросового сердечника, чтобы он обладал равномерной намагниченностью. Одновременно устанавливается спидометр для измерения скорости движения ленты, а усилитель магнитного потока используется для обнаружения остаточного магнитного сигнала на стальном тросовом сердечнике. Магнитное изображение нормальной конвейерной ленты в области вне стыков представляет собой приблизительно гладкую прямую линию, и только в месте стыка наблюдается высокий острый импульсный сигнал; при разрыве, коррозии или смещении стального тросового сердечника конвейерной ленты магнитное изображение будет иметь выпуклые или вогнутые изменения. Таким образом, на основе скорости движения конвейерной ленты и полученного магнитного изображения можно определить наличие неисправности в стыке, а также тип, степень и конкретное местоположение неисправности. Как правило, технология анализа и диагностики неисправностей для данного метода мониторинга является достаточно сложной, объем вычислений очень велик, а точность, надежность и оперативность диагностики требуют улучшения.


Теги:Стальной кордный конвейерный ремень,тест
Сопутствующие товары
-

Каковы ключевые свойства термостойких конвейерных лент T1, T2, T3, T4?
Нет. -

Что означает «кг/см²» в конвейерных лентах и как перевести это в другие единицы измерения?
Нет. -
Как провести тест на желобчатость конвейерной ленты
Нет. -

Самые полные национальные и организационные стандарты испытаний конвейерных лент
Нет. -

7 распространенных причин разрыва конвейерной ленты и какие меры профилактики существуют?
Нет. -

Какие ежедневные меры обслуживания применяются для стальных тросовых конвейерных лент?
Нет. -

Основная структура и формула каркаса конвейерной ленты
Нет. -

Решение для соединения стальных тросовых конвейерных лент
Нет. -

Технология ремонта продольного разрыва конвейерной ленты со стальным кордом
Нет. -

Что такое показатель абразивного износа конвейерной ленты и как его проверить?
Нет.