-
Категории товаров
-
Избранные товары
- Каковы предел прочности на растяжение и удлинение в резиновых конвейерных лентах?
- Каковы ключевые свойства термостойких конвейерных лент T1, T2, T3, T4?
- Что означает «кг/см²» в конвейерных лентах и как перевести это в другие единицы измерения?
- Как преобразовать конвейерную ленту PIW в ленту EP?
- В чем разница между PSI и МПа в конвейерных лентах и как их переводить друг в друга?
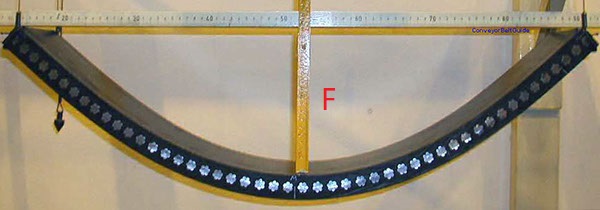
- Как провести тест на желобчатость конвейерной ленты
- Самые полные национальные и организационные стандарты испытаний конвейерных лент
- В чем разница между термостойкими и огнестойкими конвейерными лентами?
- Каковы химические свойства различных резиновых компонентов в резинотканевых конвейерных лентах?
- Принцип работы горизонтальных вакуумных ленточных фильтров
SUNGDA FACTORY AREA

В настоящее время наиболее полные решения для устранения неисправностей конвейерных лент
1. Пуск и остановка
Конвейер, как правило, следует запускать в режиме без нагрузки. При установке линии конвейеров с несколькими ленточными транспортерами должен использоваться блокируемый пускатель для запуска и остановки в определенном порядке через центральную диспетчерскую. Кроме того, для предотвращения непредвиденных аварий каждый конвейер также должен быть оборудован кнопкой аварийного пуска или остановки, позволяющей индивидуально остановить любой из них. Чтобы предотвратить продольный разрыв конвейерной ленты по какой-либо причине, при длине конвейера более 300 м вдоль всей его длины через определенные промежутки (например, 25-30 м) должны быть установлены кнопки остановки.
2. Обслуживание ленточного конвейера
Для обеспечения надежной работы ленточного конвейера самое важное — своевременно обнаруживать и устранять возможные неисправности. Для этого оператор должен постоянно наблюдать за рабочим состоянием конвейера. Механику важно регулярно проверять и осматривать любые условия или компоненты, требующие внимания. Например, ролик может казаться не очень важным, но конвейерная лента, транспортирующая абразивный материал на высокой скорости, может быстро изнашивать его оболочку, и появляется задир. Этот задир может серьезно повредить дорогостоящую конвейерную ленту. Обученные работники или опытный персонал могут своевременно обнаружить надвигающуюся аварию и предотвратить ее.
Конвейерные ленты составляют значительную долю в общей стоимости конвейера. Чтобы снизить затраты на замену и ремонт конвейерных лент, необходимо уделять внимание обучению операторов и обслуживающего персонала знаниям по эксплуатации и обслуживанию лент. В таблице l-40 перечислены многочисленные причины и решения проблем в работе конвейерной ленты.
Причины неисправностей ленточного конвейера и их устранение
Типичное нарушение работы
Причина (в порядке вероятности возникновения)
Лента смещается на хвостовом барабане 7, 15, 14, 17, 21
Вся лента смещается по всей линии 26, 17, 15, 21, 4, 16
Часть ленты смещается поперек линии 2, 11, 1, 1.
Лента смещается на приводном барабане 15, 22, 21, 16
По всей длине лента смещается в сторону на некоторых конкретных роликах 15, 16, 21,
Проскальзывание ленты 19, 7, 21, 14, 22
Проскальзывание ленты при пуске 19, 7, 22, 10
Слишком большое растяжение ленты 13,10,21,6,9,8
Лента трескается на месте или позади соединителя; соединитель ослаблен 2, 23, 13, 22, 20, 10
Отслоение вулканизированного стыка 13, 23, 10, 20, 2, 9
Чрезмерный износ ленты, включая разрывы, надрывы и расслоения 12, 25, 17, 21, 8, 5
Чрезмерный износ нижней резиновой обкладки 21, 14, 5, 19, 20, 22,
Чрезмерный износ кромок 26, 4, 17, 8, 1, 21
Местное вздутие или полосы на верхней обкладке 8.
Лента становится жесткой или трескается 8,23,22,18
Появление мелких трещин или хрупкость верхней обкладки 8, 18
Продольные трещины в верхней обкладке 27, 14, 21, 12
Продольные трещины в нижней обкладке 14, 21, 22,
Расслоение между слоями 13, 23, 11, 8, 3
1—Изгиб конвейерной ленты — Избегайте сворачивания ленты в бухту или хранения в сыром месте. Новая лента после соединения должна быть прямой, в противном случае ее следует заменить.
2—Неправильная стыковка ленты или неподходящий соединитель — используйте правильный соединитель и подтяните его после непродолжительной работы. Если стыковка выполнена неправильно, удалите стык ленты и сделайте новый. Установите систему регулярных проверок.
3—Слишком высокая скорость ленты — Уменьшите скорость конвейерной ленты.
4—Лента перекручена на одну сторону — соедините с новой лентой. Если лента вставлена неправильно или не является новой, удалите перекрученную часть и вставьте новый участок ленты.
5—Отсутствует или неподходящая амортизирующая прокладка — когда ее нельзя использовать, установите ленту с соответствующей амортизирующей прокладкой.
6—Противовес слишком тяжелый — Пересчитайте требуемый вес и соответствующим образом отрегулируйте противовес, чтобы уменьшить натяжение до точки проскальзывания, а затем слегка подтяните.
7—Противовес слишком легкий — Пересчитайте требуемый вес и соответствующим образом отрегулируйте противовес или винтовой натяжитель.
8—Повреждение из-за износа, кислот, химикатов, тепла, плесени, масла — Используйте ленты для особых условий. Когда абразивный материал изнашивает или втирается в тканевый слой, используйте холодный ремонт или постоянный ремонт. Вместо этого используйте металлические соединители или ступенчатые вулканизированные стыки. Защитите линию конвейера от дождя, снега или солнца и не смазывайте ролики чрезмерно.
9—Разная скорость вращения двойных роликов — выполните необходимые регулировки.
10—Недостаточная тяговая способность ленты — пересчитайте максимальное натяжение ленты и выберите правильную ленту. Если система слишком протяженная, рассмотрите возможность использования двухступенчатой системы с промежуточной станцией. Если жесткость каркаса ленты недостаточна для поддержки нагрузки и нормальной работы, замените на катушку с соответствующей гибкостью.
11—Кромка ленты изношена или порвана — Отремонтируйте кромку ленты, удалите сильно изношенные или неровные части и пристыкуйте новую кромку ленты.
12—Слишком сильное воздействие материала на ленту или в месте соединителя — используйте правильно спроектированный желоб и защитную плиту; используйте вулканизированный стык: установите амортизирующий ролик; добавляйте мелкий материал, где это возможно. В месте, где материал защемляется в нижней части направляющего желоба, отрегулируйте технологию направляющей на минимальный зазор или установите эластичные ролики, чтобы лента плотно прилегала к направляющему желобу.
13—Чрезмерное натяжение — Пересчитайте и отрегулируйте натяжение. Используйте вулканизированные стыки в пререкомендуемом диапазоне.
14 — ролик конвейера не вращается — Проверните ролик конвейера, добавьте смазочное масло, улучшите техническое обслуживание (не добавляйте избыточное количество смазочного масла).
15 — Ролик смещён относительно осевой линии конвейера — выполните повторную центровку. Для безопасности следует установить концевые выключатели.
16 — Неправильная установка роликов — Переустановите ролики или добавьте дополнительные поддерживающие ролики на определённом расстоянии для поддержки конвейерной ленты.
17 — Неправильная загрузка, просыпание материала — загружайте материал по центру конвейерной ленты в соответствии с направлением и скоростью её движения. Используйте питатель, жёлоб и направляющий лоток для контроля потока материала.
18 — Неправильное хранение или погрузочно-разгрузочные работы — обратитесь к инструкциям производителя по хранению и погрузочно-разгрузочным работам.
19 — Недостаточное трение между конвейерной лентой и поверхностью приводного барабана — увеличьте угол обхвата с помощью отводного барабана, на приводной барабан нанесите защитное покрытие, например, используйте рифлёное покрытие для работы в условиях повышенной влажности. Для безопасности установите соответствующее очистное устройство, см. пункт 7 выше.
20 — Материал попадает между конвейерной лентой и барабаном — используйте соответствующие направляющие лотки для удаления отложений; улучшите техническое обслуживание.
21 — Загрязнение материала — удалите отложения; установите очистное устройство, скребок и перевёрнутую V-образную переливную пластину. Улучшите работы по уходу.
22 — Износ поверхности приводного барабана — Замените изношенное резиновое покрытие приводного барабана. В условиях влажности используйте рифлёное покрытие. Затяните ослабленные или выступающие винты.
23 — Приводной барабан слишком мал — Используйте барабан большего диаметра.
24 — Радиус вертикальной выпуклой кривой слишком мал — переставьте ролики конвейера по вертикали, чтобы увеличить радиус вертикальной кривой, тем самым предотвратив чрезмерное натяжение края конвейерной ленты.
25 — Относительная скорость загрузки слишком высока или слишком низка — отрегулируйте жёлоб или скорректируйте скорость конвейерной ленты. И рассмотрите возможность использования амортизирующих роликов.
26 — Отклонение при загрузке — Загружайте материал по центру конвейерной ленты в соответствии с направлением её движения.
27 — Неправильная установка направляющего лотка — При установке направляющего лотка убедитесь, что он не изнашивает конвейерную ленту.
Перед вводом конвейера в эксплуатацию следует детально проверить конвейер и его компоненты. Этот метод рекомендуется. Только после точной проверки можно запускать оборудование. В процессе проверки и наладки следует проверить центровку всех механических компонентов и центровку конвейерной ленты на роликах в гружёном и порожнем участках. Обратитесь к разделу по центровке конвейерной ленты и роликов в инструкции по монтажу конвейера.
Убедитесь, что при запуске нет строительных материалов, инструментов или выступающих частей, которые могут поцарапать, порвать или разрезать конвейерную ленту. Установка желоба и загрузочного канала должна обеспечивать отсутствие износа конвейерной ленты. Резиновые боковые пластины на направляющем лотке следует отрегулировать так, чтобы они лишь слегка касались поверхности конвейерной ленты. Проверьте скребковый очиститель конвейерной ленты и при необходимости выполните окончательную регулировку.
Локальные повреждения конвейерной ленты можно отремонтировать методом вулканизации. Например, если время на вулканизационный ремонт слишком велико или площадь локального повреждения невелика, можно временно вставить в трещину зажим для ремонта.
Если конвейерную ленту необходимо заменить. Можно использовать «метод отслаивания» (см. рис. 1-41). Этот метод заключается в том, что одним концом новой конвейерной ленты приклёпывают три заклёпки диаметром 8 мм к верхней части старой ленты за хвостовым барабаном. Запускают привод и с помощью старой конвейерной ленты тянут новую ленту вверх. Когда новая лента сделает полный оборот и пройдёт хвостовой барабан, новую ленту отделяют от старой после остановки (в этот момент порожний участок старой ленты поочерёдно разрезают и переворачивают).
3. Монтаж ленточного конвейера
Монтаж ленточного конвейера обычно проводится в следующие этапы.
1) Монтаж рамы для установки ленточного конвейера начинается с головной рамы, затем последовательно устанавливаются промежуточные рамы и, наконец, хвостовая рама.
Перед монтажом рамы необходимо нанести осевую линию по всей длине конвейера. Сохранение осевой линии конвейера прямой является важным условием нормальной работы конвейерной ленты. Поэтому при установке каждой секции рамы необходимо выравнивать её по осевой линии, а также выравнивать раму по горизонтали. Допустимая погрешность рамы относительно осевой линии составляет ±0,1 мм на метр. Однако погрешность относительно центра рамы по всей длине конвейера не должна превышать 35 мм.
Когда все отдельные секции установлены и правильно идентифицированы, можно соединить отдельные секции.
2) Установка приводной системы
При установке приводного устройства необходимо следить за тем, чтобы приводной вал ленточного конвейера был перпендикулярен осевой линии конвейера, чтобы центр ширины приводного барабана совпадал с осевой линией конвейера, а ось редуктора была параллельна приводному валу. В то же время все валы и ролики должны быть выровнены по горизонтали. Допустимая горизонтальная погрешность вала составляет 0,5-1,5 мм в зависимости от ширины конвейера.
Одновременно с установкой приводного устройства можно установить натяжное устройство, такое как хвостовой барабан. Ось барабана натяжного устройства должна быть перпендикулярна осевой линии ленточного конвейера.
3) Установка роликов
После монтажа рамы, приводного устройства и натяжного устройства можно установить роликовые опоры верхних и нижних роликов, чтобы конвейерная лента имела плавно изменяющую направление криволинейную дугу. Расстояние меРасстояние между роликовыми рамами в поворотном участке составляет 1/2–1/3 от обычного шага роликовых рам. После установки ролики должны вращаться легко и плавно.
4) Финальная проверка ленточного конвейера
Для обеспечения постоянного движения конвейерной ленты по центральной линии приводного барабана и роликов при монтаже роликов, рам и барабанов необходимо соблюдать следующие требования:
(1) Все конвейерные ролики должны быть выстроены в линию, параллельны друг другу и находиться строго в горизонтальной плоскости.
(2) Все конвейерные барабаны должны быть выстроены в линию и параллельны друг другу.
(3) Несущая конструкция рамы должна быть прямой и горизонтальной.
По этой причине после установки приводного барабана и роликовых рам необходимо выполнить окончательную корректировку осевой линии и уровня конвейера. Затем закрепить раму на фундаменте или полу.
После фиксации ленточного конвейера можно устанавливать загрузочные и разгрузочные устройства.
5) Натяжение конвейерной ленты
При натяжении конвейерной ленты сначала уложите её на приводной барабан и ролики, обведите вокруг приводного барабана, а затем разместите на конвейерных роликах. Для натяжения ленты можно использовать ручную лебёдку грузоподъёмностью 0,5–1,5 т.
При соединении натяжной ленты ролик натяжного устройства следует переместить в крайнее положение, а барабан и винтовое натяжное устройство — в сторону привода; в вертикальном подъёмном устройстве ролик необходимо переместить в верхнее положение. Перед натяжением конвейерной ленты следует установить редуктор и двигатель, а наклонный конвейер обязательно должен быть оснащён тормозным устройством.
После монтажа ленточного конвейера требуется провести холостой тест. Во время испытания обратите внимание на смещение конвейерной ленты при работе, температуру приводной части, подвижность роликов во время работы, плотность контакта очистного устройства и направляющей пластины с поверхностью конвейерной ленты и т.д. Выполните необходимые регулировки и проведите испытание под нагрузкой после того, как все компоненты будут работать корректно. При использовании винтового натяжного устройства натяжение необходимо повторно отрегулировать во время испытаний под нагрузкой.

Теги:неисправность конвейерной линии,Резиновый конвейерный ремень
Сопутствующие товары
-

Каковы предел прочности на растяжение и удлинение в резиновых конвейерных лентах?
Нет. -

Что означает «кг/см²» в конвейерных лентах и как перевести это в другие единицы измерения?
Нет. -
В чем разница между PSI и МПа в конвейерных лентах и как их переводить друг в друга?
Нет. -
Как провести тест на желобчатость конвейерной ленты
Нет. -

Самые полные национальные и организационные стандарты испытаний конвейерных лент
Нет. -

Каковы химические свойства различных резиновых компонентов в резинотканевых конвейерных лентах?
Нет. -

4 самых важных совета по выбору правильной резиновой конвейерной ленты
Нет. -
Как увеличить срок службы резиновых конвейерных лент
Нет. -

Основные причины повреждения конвейерной ленты EP
Нет. -

Преимущества и недостатки защитного устройства ленточного конвейера
Нет.