-
Catégories de produits
-
Produits en vedette
- Quels sont la résistance à la traction et l’allongement des courroies transporteuses en caoutchouc ?
- Quelles sont les propriétés clés des courroies transporteuses résistantes à la chaleur T1, T2, T3, T4 ?
- Qu’est-ce que le « kg/cm² » dans les courroies transporteuses et comment le convertir en d’autres unités ?
- Comment convertir une bande transporteuse PIW en bande EP ?
- Quelle est la différence entre le PSI et le MPa pour les courroies transporteuses et comment les convertir l’un en l’autre ?
- Comment réaliser un test de mise en auge d’une bande transporteuse
- Les Normes de Test les Plus Complètes pour les Convoyeurs à Bande au Niveau National et Organisationnel
- Quelle est la différence entre les courroies transporteuses résistantes à la chaleur et les courroies transporteuses résistantes au feu ?
- Quelles sont les propriétés chimiques des différents composants du caoutchouc dans les bandes transporteuses en caoutchouc ?
- Le Principe de Fonctionnement des Filtres à Bande Horizontaux sous Vide
SUNGDA FACTORY AREA

Comment résoudre l’usure entre la bande transporteuse et la bouche d’alimentation

Lorsque la bande transporteuse est en utilisation, elle frotte contre les rouleaux et l’orifice d’alimentation du convoyeur, ce qui entraîne une usure et un amincissement lors d’une utilisation prolongée, réduisant ainsi la durée de vie de la bande transporteuse. Ci-dessous, SUNGDA analyse comment résoudre le frottement entre l’orifice d’alimentation et la bande transporteuse.

Premièrement, les causes du frottement entre l’orifice d’alimentation et la bande transporteuse
1. Les matériaux exercent un impact sur le convoyeur lors de l’alimentation, en particulier lorsque l’angle entre le matériau et la direction de la bande transporteuse est supérieur ou égal à 90°, ce qui provoque une usure importante de la bande transporteuse ;
2. Pour éviter la dispersion des matériaux, le contact entre la plaque de guidage et la bande transporteuse est trop serré, entraînant l’usure de la bande transporteuse ;
3. Des objets durs et longs présents dans les matériaux se coincent dans l’orifice d’alimentation, provoquant l’usure ou l’éraflure de la bande transporteuse.
Deuxièmement, les mesures de maintenance pour prévenir le frottement entre l’orifice d’alimentation et la bande transporteuse
Afin de minimiser l’usure de la bande transporteuse au niveau de l’orifice d’alimentation, la conception structurelle de l’orifice d’alimentation doit répondre aux conditions suivantes :
1. L’alimentation et la bande transporteuse fonctionnent dans la même direction. Pendant le processus d’alimentation, les matériaux se déplacent à une vitesse presque identique à celle de la bande transporteuse ;
2. La hauteur de chute libre équivalente des matériaux tombant sur la bande transporteuse est inférieure à 1 m, afin que la force d’impact sur la bande transporteuse soit aussi faible que possible ;
3. Installer un crible à barreaux dans la goulotte d’alimentation permettant aux matériaux fins de tomber d’abord sur la bande transporteuse et de servir de lit pour les matériaux en vrac ;
4. Conception rationnelle de la goulotte et de la goulotte de guidage pour que les matériaux tombent continuellement au centre de la bande transporteuse ;
5. La largeur de la plaque de déviation de la goulotte de guidage diminue progressivement le long du sens de déplacement de la bande transporteuse. De plus, la goulotte de guidage doit s’étendre jusqu’à ce que la vitesse des matériaux atteigne celle de la bande ;
6. La section d’alimentation est maintenue à niveau, ou avec une pente ne dépassant pas 8°, et est équipée de rouleaux amortisseurs ou de rouleaux en auge disposés de manière dense.






Balises :Courroie transporteuse en caoutchouc,port d'alimentation
Produits associés
-

Quels sont la résistance à la traction et l’allongement des courroies transporteuses en caoutchouc ?
Non. -

Qu’est-ce que le « kg/cm² » dans les courroies transporteuses et comment le convertir en d’autres unités ?
Non. -
Quelle est la différence entre le PSI et le MPa pour les courroies transporteuses et comment les convertir l’un en l’autre ?
Non. -
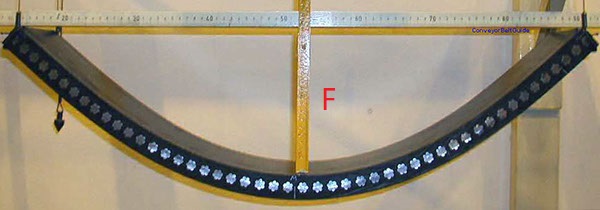
Comment réaliser un test de mise en auge d’une bande transporteuse
Non. -

Les Normes de Test les Plus Complètes pour les Convoyeurs à Bande au Niveau National et Organisationnel
Non. -

Quelles sont les propriétés chimiques des différents composants du caoutchouc dans les bandes transporteuses en caoutchouc ?
Non. -

Les 4 conseils les plus critiques pour choisir la bonne bande transporteuse en caoutchouc
Non. -
Comment augmenter la durée de vie des courroies transporteuses en caoutchouc
Non. -

Les principales raisons des dommages à la bande transporteuse EP
Non. -

Les avantages et les inconvénients du dispositif de protection du convoyeur à bande
Non.