-
Категории товаров
-
Избранные товары
- Каковы предел прочности на растяжение и удлинение в резиновых конвейерных лентах?
- Каковы ключевые свойства термостойких конвейерных лент T1, T2, T3, T4?
- Что означает «кг/см²» в конвейерных лентах и как перевести это в другие единицы измерения?
- Как преобразовать конвейерную ленту PIW в ленту EP?
- В чем разница между PSI и МПа в конвейерных лентах и как их переводить друг в друга?
- Как провести тест на желобчатость конвейерной ленты
- Самые полные национальные и организационные стандарты испытаний конвейерных лент
- В чем разница между термостойкими и огнестойкими конвейерными лентами?
- Каковы химические свойства различных резиновых компонентов в резинотканевых конвейерных лентах?
- Принцип работы горизонтальных вакуумных ленточных фильтров
SUNGDA FACTORY AREA

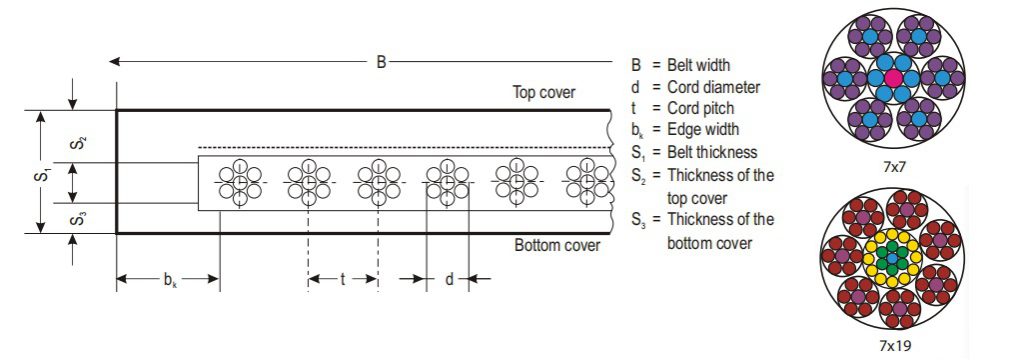
Что такое конвейерная лента со стальным кордом?
Стальной кордный конвейерный ленточный транспортер состоит из стального корда (ST800/ST1000/ST1250/ST1400/ST1600/ST1800/ST2000/ST2250 и др.) и резинового покрытия. Производственный процесс включает такие этапы, как плетение стального корда, смешивание резины, экструзию и вулканизацию. По сравнению с EP конвейерными лентами, стальные кордные ленты обладают более высокой прочностью на растяжение, износостойкостью и коррозионной стойкостью. Что еще важнее, благодаря сверхвысокой прочности на растяжение стального корда, они решают проблемы легкой деформации и перерастяжения EP лент, что делает их более подходящими для дальних, тяжелых и высокоскоростных перевозок. Широко применяются в горнодобывающей промышленности, сталелитейных заводах, морских портах, производстве строительных материалов, металлургии и других отраслях, особенно в суровых условиях и при высокоинтенсивных рабочих нагрузках.
Характеристики:
1. Высокая прочность на растяжение: Ленты подходят для транспортировки материалов на большие расстояния с большими пролетами.
2. Малое удлинение в процессе эксплуатации: Для лент требуется лишь очень короткое расстояние натяжения.
3. Малый диаметр приводного барабана: Корпус ленты имеет слой продольно расположенных стальных кордов в качестве каркаса, что обеспечивает устойчивость к усталости при изгибе. Поэтому можно использовать приводной барабан меньшего диаметра, что делает оборудование более компактным.
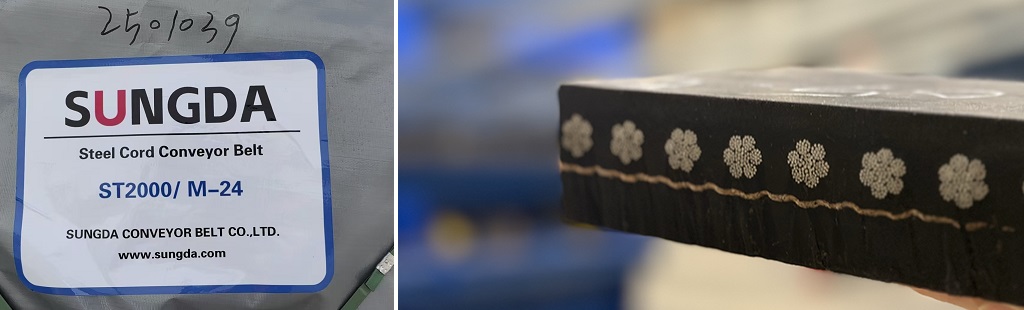
4. Высокая адгезия между резиной и стальным кордом: Стальные корды покрыты цинком на поверхности, а используемая резина обладает хорошей адгезией к стальным кордам. Благодаря этому резина плотно прилегает к кордам, устойчива к ударам и не отслаивается, что обеспечивает длительный срок службы лент.
5. Равномерное натяжение стальных кордов: Благодаря передовым производственным технологиям, стальные корды расположены очень равномерно и имеют одинаковое натяжение, что обеспечивает стабильную работу лент и предотвращает их смещение.
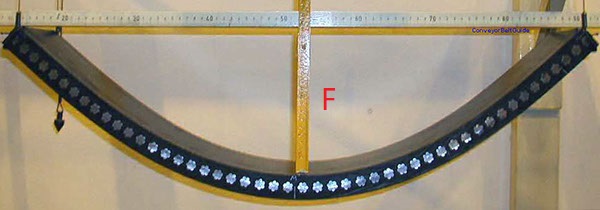
6. Хорошая способность к образованию желоба: Поскольку корпус ленты не имеет поперечного каркаса, он легко формирует глубокий желоб, что позволяет транспортировать больше материала и предотвращает его просыпание.
7. Проверка ленты с помощью рентгеновских лучей: Пользователи могут использовать рентген для проверки повреждений каркасных стальных кордов на конвейерных установках, чтобы предотвратить аварии.
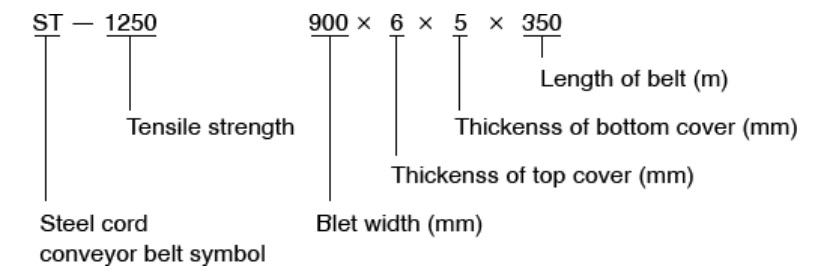
Производственные параметры
| Параметр | ST630 | ST800 | ST1000 | ST1250 | ST1600 | ST2000 |
| Продольная прочность на разрыв (Н/мм) | 630 | 800 | 1000 | 1250 | 1600 | 2000 |
| Диаметр стального троса (мм) | 3.0 | 3.5 | 4.0 | 4.5 | 5.0 | 6.0 |
| Расстояние между тросами (мм) | 10 ±1.5 | 10 ±1.5 | 12 ±1.5 | 12 ±1.5 | 12 ±1.5 | 12 ±1.5 |
| Верхняя обкладка (мм) | 5 | 7 | 7 | 7 | 8 | 8 |
| Нижняя обкладка (мм) | 4 | 4 | 5 | 5 | 6 | 6 |
| Параметр | ST2500 | ST3150 | ST3500 | ST4000 | ST4500 | ST5000 |
| Продольная прочность на разрыв (Н/мм) | 2500 | 3150 | 3500 | 4000 | 4500 | 5000 |
| Диаметр стального троса (мм) | 7.2 | 8.1 | 8.6 | 8.9 | 9.7 | 10.9 |
| Расстояние между тросами (мм) | 15 ±1.5 | 15 ±1.5 | 15 ±1.5 | 15±1.5 | 16 ±1.5 | 17 ±1.5 |
| Верхняя обкладка (мм) | 8 | 8 | 8.5 | 8.5 | 9 | 9 |
| Нижняя обкладка (мм) | 6 | 6 | 6.5 | 6.5 | 7 | 7 |
| Класс обкладки | Код | Прочность при растяжении МПа | Прочность при разрыве МПа | Скорость износа мм3 | Изменение прочности при растяжении после старения при 70°C*7 дней |
| Устойчивая к расслоению | H | >25.0 | >450 | <120 | -25~+25 |
| Обычная | D | >18.0 | >400 | <90 | -25~+25 |
| Износостойкая | L | >20.0 | >400 | <150 | -25~+25 |




Теги:DIN22102,ДИН-З,ДИН-Й,Резиновый конвейерный ремень,Стальной кордный конвейерный ремень
Сопутствующие товары
-

Каковы ключевые свойства термостойких конвейерных лент T1, T2, T3, T4?
Нет. -

Каковы предел прочности на растяжение и удлинение в резиновых конвейерных лентах?
Нет. -

Что означает «кг/см²» в конвейерных лентах и как перевести это в другие единицы измерения?
Нет. -
В чем разница между PSI и МПа в конвейерных лентах и как их переводить друг в друга?
Нет. -
Как провести тест на желобчатость конвейерной ленты
Нет. -

Самые полные национальные и организационные стандарты испытаний конвейерных лент
Нет. -
Каковы химические свойства различных резиновых компонентов в резинотканевых конвейерных лентах?
Нет. -

Анализ условий запуска ленточного конвейера
Нет. -

Анализ причин распространенных повреждений ленточных конвейерных лент длиной до 100 метров
Нет. -

Меры предосторожности для безопасной эксплуатации ленточного конвейера
Нет.