-
Catégories de produits
-
Produits en vedette
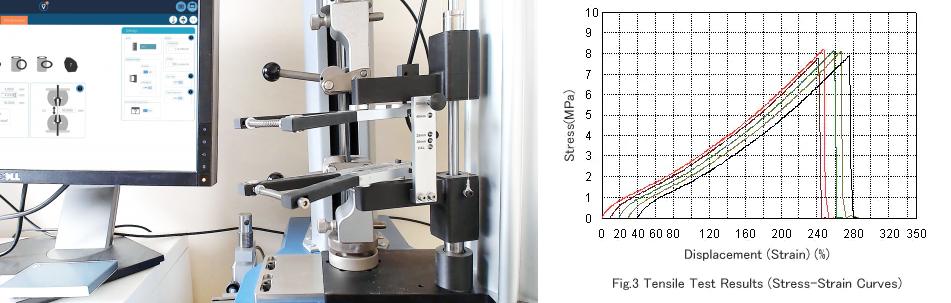
- Quels sont la résistance à la traction et l’allongement des courroies transporteuses en caoutchouc ?
- Quelles sont les propriétés clés des courroies transporteuses résistantes à la chaleur T1, T2, T3, T4 ?
- Qu’est-ce que le « kg/cm² » dans les courroies transporteuses et comment le convertir en d’autres unités ?
- Comment convertir une bande transporteuse PIW en bande EP ?
- Quelle est la différence entre le PSI et le MPa pour les courroies transporteuses et comment les convertir l’un en l’autre ?
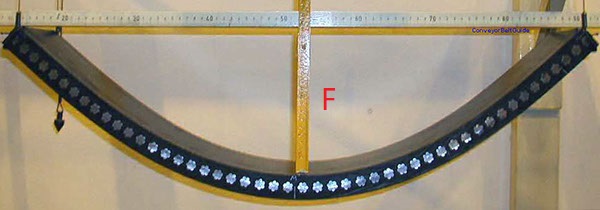
- Comment réaliser un test de mise en auge d’une bande transporteuse
- Les Normes de Test les Plus Complètes pour les Convoyeurs à Bande au Niveau National et Organisationnel
- Quelle est la différence entre les courroies transporteuses résistantes à la chaleur et les courroies transporteuses résistantes au feu ?
- Quelles sont les propriétés chimiques des différents composants du caoutchouc dans les bandes transporteuses en caoutchouc ?
- Le Principe de Fonctionnement des Filtres à Bande Horizontaux sous Vide
SUNGDA FACTORY AREA

Bande transporteuse en caoutchouc : Jonction à froid vs Jonction par vulcanisation à chaud – SUNGDA Conveyor Belt
Dans les travaux d’épissure actuels pour les bandes transporteuses en caoutchouc, il semble que de plus en plus de bandes soient transformées en vulcanisation thermique. Les ingénieurs / utilisateurs finaux affirment que les bandes à vulcanisation à chaud sont bien supérieures aux bandes à vulcanisation à froid, mais est-ce vraiment le cas ? Laquelle de la vulcanisation à chaud et à froid est la plus avantageuse et quelle méthode est la plus adaptée à votre bande transporteuse ? Analysons cela en détail :
Les principales difficultés de la vulcanisation à froid sont la qualité de la colle (dépendant de la formule, des conditions de stockage et de la date d’expiration), les conditions de réalisation du travail (poussière, humidité, boue, huile, etc.) et last but not least, la compétence des opérateurs. Si votre entreprise est expérimentée en vulcanisation à froid, je suppose que vous n’avez pas besoin de plus d’informations sur ce sujet.
À l’inverse, si vous voulez réaliser une bonne vulcanisation à chaud, vous devez porter une attention particulière à la qualité de la bande transporteuse. Sachez qu’un fabricant de bandes transporteuses doit jongler avec une large gamme de paramètres, parmi lesquels :
– des tissus variables provenant de différents fournisseurs (différents matériaux, tissages, résistance chaîne et trame, allongement, etc. dans une bande transporteuse EP)
– la qualité de l’imprégnation du tissu et l’adhérence entre les couches (–> résistance à l’adhérence, élasticité, etc.)
– la formule (plusieurs milliers de composés sont disponibles) et la qualité et l’âge du caoutchouc non vulcanisé
– la tolérance de chaque matière première (c’est-à-dire l’épaisseur du caoutchouc brut)
– les paramètres de processus pendant la fabrication de la bande transporteuse en caoutchouc (température, pression, temps, etc.)
– la qualité des équipements de fabrication

La vulcanisation à chaud n’est pas comme le traitement des métaux, où il est possible de maintenir une précision et une constance de 1/1000. Parfois, nous fabriquons dans notre usine très propre la même bande le matin et l’après-midi avec des résultats différents uniquement parce que les conditions atmosphériques (température et humidité) étaient différentes. Chaque fabricant de bandes transporteuses en caoutchouc connaît le gros problème de la séparation des plis pendant la fabrication, même avec les machines les plus modernes. Un point est qu’il doit être possible de séparer les plis et que le caoutchouc doit être re-vulcanisable une ou deux fois pour réaliser l’épissure (également après quelques années). Cela signifie que la vulcanisation de la bande transporteuse en caoutchouc n’est que « à moitié faite ». Donc, cela signifie que vous avez besoin d’un fournisseur de bandes fiable et des matières premières uniquement de lui pour être sûr.

Bien sûr, si vous voulez réaliser une bonne épissure à chaud, vous avez également besoin d’une équipe de travailleurs spécialisés et d’une bonne presse de vulcanisation. Voici la prochaine difficulté : en raison de la pression de 10 bars ou plus et de la haute température, vous découvrirez que même des traverses solides se plieront au milieu comme une banane (peut-être jusqu’à un mm). Le résultat peut être une grande différence de pression entre le milieu et les bords de la bande transporteuse, et peut-être une mauvaise épissure. Par conséquent, si vous voulez vulcaniser des bandes très larges, vous devez calculer un outil de vulcanisation progressive (plus épais au centre et plus mince sur les coins) ou vous avez besoin d’une presse avec un « sac d’eau » comme système de pression. Seule une presse avec un sac hydraulique fournit une pression constante sur toute la surface, quelles que soient les variations éventuelles de l’épaisseur de la bande transporteuse.
Bien sûr, les conditions de travail doivent être à peu près les mêmes que pour une vulcanisation à froid (pas d’humidité, pas de poussière, pas d’huile, etc.) et vous devez suivre les recommandations du fabricant de la bande transporteuse.
Si je veux résumer, je dirai que l’épissure à chaud est une bonne solution pour les bandes longues et larges avec la garantie que la construction remplira sa fonction (résistance à l’usure et à la traction) et maintiendra l’élasticité pendant toute la durée de vie du composé en caoutchouc. D’un autre côté, vous avez besoin d’un investissement très élevé (plus de 100 000 USD pour la presse, la grue, le camion, etc.) et il y a toujours un petit risque d’échec, même avec la meilleure assurance qualité (voir le nombre de vulcanisateurs dans une mine à ciel ouvert).
Pour les petites bandes transporteuses non critiques, ou pour les vieilles bandes, la vulcanisation à froid est une bonne solution, surtout si l’accessibilité est mauvaise et si vous voulez économiser beaucoup d’argent pour l’investissement et la formation de votre personnel. La plus grande différence entre la vulcanisation à chaud et à froid est qu’une colle perdra son élasticité après quelques années, de sorte que la durée de vie sera théoriquement plus courte.
Encore une fois, le défi aujourd’hui n’est pas de trouver la meilleure solution technologique mais la solution la plus économique, en fonction de l’application et des conditions dans un pays spécifique. Il n’y a pas de solution universelle, les quatre technologies sont quelque part la meilleure solution, c’est à vous de faire votre propre expérience et de décider laquelle vous voulez utiliser.







Balises :Courroie transporteuse en caoutchouc,épissage,joint,jonction de bande transporteuse,jonction par vulcanisation à chaud,maintenance de la bande transporteuse,réparation de bande transporteuse,soudage à froid
Produits associés
-

Quels sont la résistance à la traction et l’allongement des courroies transporteuses en caoutchouc ?
Non. -

Qu’est-ce que le « kg/cm² » dans les courroies transporteuses et comment le convertir en d’autres unités ?
Non. -
Quelle est la différence entre le PSI et le MPa pour les courroies transporteuses et comment les convertir l’un en l’autre ?
Non. -
Comment réaliser un test de mise en auge d’une bande transporteuse
Non. -
Les Normes de Test les Plus Complètes pour les Convoyeurs à Bande au Niveau National et Organisationnel
Non. -

Comment concevoir raisonnablement des lignes de convoyeurs longue distance
Non. -

Analyse des Conditions de Démarrage du Convoyeur à Bande
Non. -

Analyse des causes des dommages courants aux bandes transporteuses de moins de 100 mètres
Non. -

Précautions pour le fonctionnement sécuritaire du convoyeur à bande
Non. -
Comment résoudre le problème de blocage de matériaux dans la goulotte de convoyeur
Non.