-
Категории товаров
-
Избранные товары
- Каковы предел прочности на растяжение и удлинение в резиновых конвейерных лентах?
- Каковы ключевые свойства термостойких конвейерных лент T1, T2, T3, T4?
- Что означает «кг/см²» в конвейерных лентах и как перевести это в другие единицы измерения?
- Как преобразовать конвейерную ленту PIW в ленту EP?
- В чем разница между PSI и МПа в конвейерных лентах и как их переводить друг в друга?
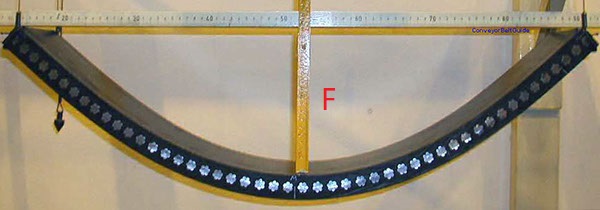
- Как провести тест на желобчатость конвейерной ленты
- Самые полные национальные и организационные стандарты испытаний конвейерных лент
- В чем разница между термостойкими и огнестойкими конвейерными лентами?
- Каковы химические свойства различных резиновых компонентов в резинотканевых конвейерных лентах?
- Принцип работы горизонтальных вакуумных ленточных фильтров
SUNGDA FACTORY AREA

Как выбрать правильную конвейерную ленту для дробильной установки производительностью 100-1000 т/ч — Конвейерные ленты SUNGDA

Дробильная установка — это тип открытой горной выработки, в которой из земли добываются каменные блоки, горные породы, строительные заполнители, каменная наброска, песок, гравий или сланец.
Работа горнодобывающих и карьерных предприятий в значительной степени зависит от конвейерных лент, которые транспортируют материалы, извлеченные из земли, и подают их в производство, поэтому долговечность и эффективность оборудования имеют первостепенное значение. Незапланированные простои недопустимы, а рассыпанные материалы — это не только проблема технического обслуживания и уборки, но и потерянная прибыль.

На дробильной установке существует множество различных рабочих участков, таких как участок первичного дробления и участок вторичного дробления, погрузочные устройства и штабелеры, а также магистральные конвейеры и т.д. Каждому звену необходима конвейерная лента для транспортировки материала к следующему этапу обработки. Поскольку на разных этапах характеристики материалов различаются, требования к качеству конвейерных лент также различны. Поэтому для каждого производственного участка следует выбирать подходящую конвейерную ленту, что не только позволит максимально эффективно использовать её функции, но и сэкономит затраты. Ниже мы рекомендуем типы конвейерных лент, соответствующие различным производственным участкам карьера:
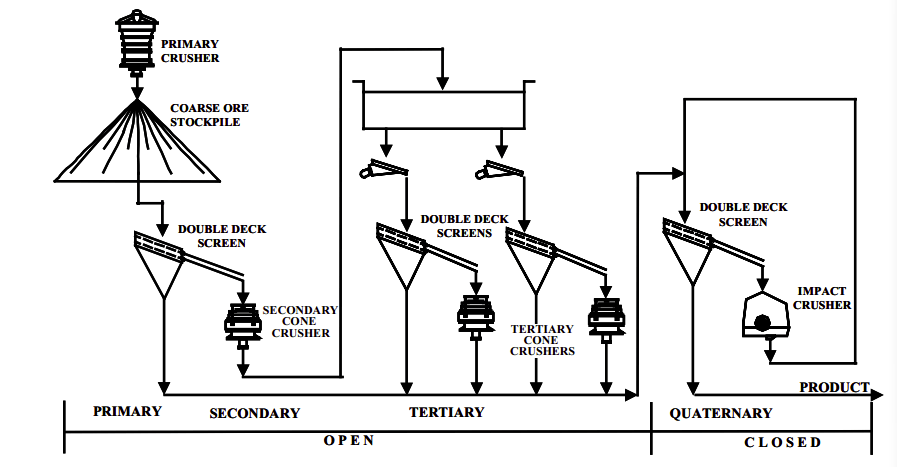
1. От первичной дробилки к вторичной дробилке
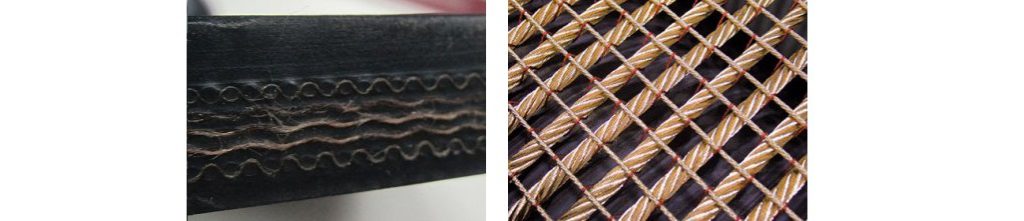
На этом этапе постоянное воздействие крупных и острых материалов (часто падающих с высоты) сокращает срок службы конвейерной ленты. Поэтому на данном участке следует использовать конвейерную ленту максимально высоких спецификаций. Например, уровень износостойкости должен быть не менее 150 мм³. Если твердость материала высока, можно даже использовать износостойкость класса 120 мм³ ~ 90 мм³, а прочность на разрыв резины должна быть не менее 18 МПа. Более идеальным вариантом будет использование в конвейерной ленте армированной антиразрывной сетки в качестве прокладки (как показано на рисунке).
Даже в этом случае для продления срока службы конвейерной ленты необходимы другие вспомогательные средства, такие как максимальное снижение высоты падения материала или использование комбинации щековых дробилок, установка амортизирующей ленты и ударных роликов под конвейером в месте разгрузки, а также применение распылительных устройств для увлажнения твердых материалов и т.д.

На этом этапе мы рекомендуем следующие модели конвейерных лент (100~1000 т/ч):
Каркас из ткани (на слой): EP/NN 250 или 300
Прочность на разрыв обкладки: 20 МПа ~ 24 МПа
Степень абразивного износа: 150 мм³ ~ 90 мм³
Толщина обкладки: верхняя обкладка 8 мм ~ 15 мм / нижняя обкладка 2,5 мм ~ 3,0 мм
Тип соединения: горячая вулканизация
Тип кромки: формованная
Антиразрывная сетка: 1-2 слоя
(Толщину краевой окантовки конвейерной ленты рекомендуется делать не менее 10 мм, поскольку края руды после первичного и вторичного дробления остаются острыми. Если край ленты будет поврежден, тканевый каркас окажется под воздействием суровых природных условий, что значительно сократит срок службы конвейерной ленты.)
2. От вторичной дробилки к вибрационному питателю или грохоту

Дробление, следующее за первичным, для дальнейшего уменьшения размера частиц сланца или другой породы. На этом этапе максимальный размер кусков в среднем вряд ли превысит 6 дюймов (около 150 мм) в диаметре. Следовательно, требования к конвейерной ленте на этой стадии будут не такими высокими, как при первичном дроблении, поэтому мы рекомендуем следующие модели конвейерных лент:
Тканевый каркас (на слой): EP/NN 150 или 200
Прочность на разрыв обкладки: 15 МПа ~ 18 МПа
Стойкость к истиранию: 200 мм3 ~ 150 мм3
Толщина обкладки: верхняя 5 мм ~ 8 мм / нижняя 2,0 мм ~ 2,5 мм
Тип соединения: горячая вулканизация
Тип кромки: формованная
Антиразрывная сетка: отсутствует
3. Третичная и четвертичная стадии дробления

Эти две стадии позволяют достичь более тонкого измельчения материала. Размер кусков примерно находится в диапазоне от 3 до 1 дюйма (около 75 до 25 мм) по калибру сита. Поэтому на этих двух этапах долговечность конвейерной ленты становится более важной. Мы рекомендуем следующие модели конвейерных лент:
Тканевый каркас (на слой): EP/NN 100 или 150
Прочность на разрыв обкладки: 15 МПа
Стойкость к истиранию: 200 мм3
Толщина обкладки: верхняя 3 мм ~ 4 мм / нижняя 1,5 мм ~ 2,0 мм
Тип соединения: горячая вулканизация
Тип кромки: формованная
Антиразрывная сетка: отсутствует
Однако приведенные выше рекомендации применимы только к обычным материалам, таким как гранит, базальт, барит, известняк, кварцит, мрамор, песчаник, галька, железная руда, медь, золото, бокситы и т.д. Если исходное сырье обладает другими химическими свойствами, такими как кислотность, щелочность, коррозионная активность и т.п., это потребует корректировки характеристик конвейерной ленты, например, добавления в резиновую смесь устойчивости к кислотам, щелочам и коррозии для достижения оптимальных условий работы.







Теги:добыча,дробильная установка,ЗАВОД ПО ПЕРЕРАБОТКЕ ОТХОДОВ,карьер,конвейерная система,конструкция конвейера,песчаный завод,Резиновый конвейерный ремень,руда
Сопутствующие товары
-

Каковы предел прочности на растяжение и удлинение в резиновых конвейерных лентах?
Нет. -
Что означает «кг/см²» в конвейерных лентах и как перевести это в другие единицы измерения?
Нет. -
В чем разница между PSI и МПа в конвейерных лентах и как их переводить друг в друга?
Нет. -
Как провести тест на желобчатость конвейерной ленты
Нет. -

Самые полные национальные и организационные стандарты испытаний конвейерных лент
Нет. -

Как рационально проектировать линии дальнего транспортирования
Нет. -

Анализ условий запуска ленточного конвейера
Нет. -

Анализ причин распространенных повреждений ленточных конвейерных лент длиной до 100 метров
Нет. -

Меры предосторожности для безопасной эксплуатации ленточного конвейера
Нет. -

Как решить проблему засорения материала в желобе конвейера
Нет.