-
Product Categories
-
Featured Products
SUNGDA FACTORY AREA

What is the Difference between Heat-Resistant Conveyor belts and Fire-resistant conveyor belts?
In the realm of conveyor belts, we often encounter two distinct types: heat-resistant conveyor belts and fire-retardant conveyor belts, are these two types the same? If not, what sets them apart, and where are they respectively employed?
Heat-Resistant Conveyor Belts:
Heat-resistant conveyor belts are specifically designed for use in high-temperature environments, they consist of a structure comprising heat-resistant layers, transition layers, heat-resistant EP carcass layers, and heat-resistant skim layers.

The principle behind heat-resistant conveyor belts involves the formation of a micro-porous carbonized layer when the covering rubber encounters high temperatures. This layer exhibits resistance to burning and prevents the transfer of heat further into the belt, thereby protecting the strength of the belt’s carcass EP layers, during the belt’s operation, this carbonized layer develops irregular fine cracks, contributing to a cooling effect.
These belts are suitable for transporting materials such as hot coke, cement clinker, slag, and hot castings at temperatures up to 180°C. When using EPDM rubber, material temperatures can reach 200-300°C, with momentary spikes of up to 800°C.
According to DIN22102 standards, heat-resistant conveyor belts are categorized as follows:
T1: Resistant to test temperatures below 100 °C, with a maximum short-term operating temperature of 150 °C.
T2: Resistant to test temperatures below 125 °C, with a maximum short-term operating temperature of 170 °C.
T3: Resistant to test temperatures below 150 °C, with a maximum short-term operating temperature of 200 °C.
T4: Resistant to test temperatures below 175 °C, with a maximum short-term operating temperature of 250 °C.
It’s important to note that due to the natural properties of rubber, strict usage conditions are required for heat-resistant conveyor belts, such as : Adequate ventilation, cooling measures, material temperatures not exceeding 5% of the design temperature, and avoiding material stoppages on the belt are essential to prevent significant reduction in belt lifespan or damage.
Fire-resistant Conveyor Belts:
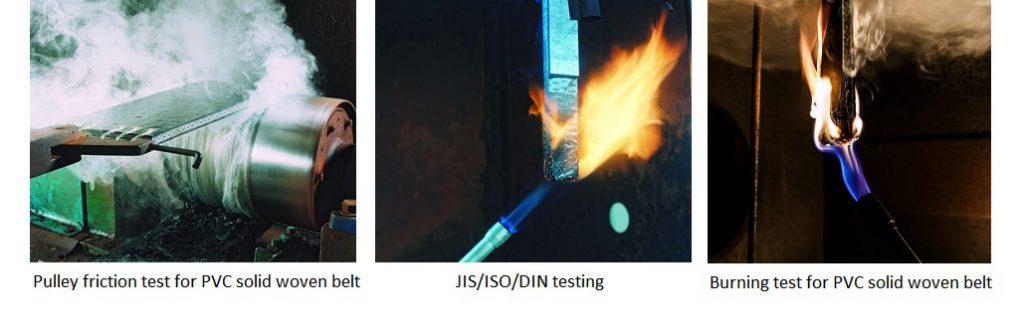
Fire-resistant conveyor belts find significant use in reducing the occurrence of fires in coal mines, both above and below ground, the corresponding DIN22102 standard is DIN-K. The complex working environment of underground coal mines, with factors such as coal dust and methane gas, necessitates caution. Given the flammable nature of the transported coal, the generation of electric sparks during transportation could lead to fires. Fire-resistant conveyor belts help minimize the possibility of static sparks and, even if they occur, these belts possess high fire-retardant properties, preventing ignition.

Fire-resistant conveyor belts incorporate fire-retardant agents in their rubber, these belts can burn when exposed to open fires, but they self-extinguish within 45 seconds after leaving the source of fire, preventing further spread. These belts do not generate static electricity or sparks when in motion and typically have a surface temperature not exceeding 200 °C, they are well-suited for underground transportation and are widely used in industries such as power generation, mining, metallurgy, and construction.
Effective selection of fire-resistant conveyor belts is crucial for managing fire hazards in coal mines. Currently, there are three main types of fire-resistant conveyor belts for coal mining: fabric-layer fire-retardant conveyor belts, steel cord core conveyor belts, and solid woven core conveyor belts. Among these, the fabric-layer fire-retardant conveyor belts, classified as the first category, enjoy widespread usage due to their strong fire-retardant properties, along with lower weight and costs.
In conclusion, heat-resistant conveyor belts and fire-retardant conveyor belts are distinct types, heat-resistant belts are designed for high-temperature environments, offering resistance to burning and cooling effects. They are suitable for transporting high-temperature materials, on the other hand, fire-retardant belts are intended for use in flammable environments like coal mines, focusing on preventing fires and static sparks. Understanding their structural differences, functionalities, and applications is essential, as heat-resistant belts are tailored for high-temperature material transportation, while fire-retardant belts address fire hazards, particularly in industries like coal mining.








Tags: DIN-K,fire resistant conveyor belt,Flame resistant conveyor belt,Heat resistant conveyor belt
Related Products
-

What Are the Key Properties of T1, T2, T3, T4 Heat-Resistant Conveyor Belts?
No. -

The Most Comprehensive National and Organizational Conveyor Belt Testing Standards
No. -

How to make the heat-resistant conveyor belt can reach the level of 800 °C?
No. -

Several Standards that Must Be Strictly Followed for Heat-resistant Conveyor Belts
No. -

How to Choose The Right Conveyor Belt for Cement Plant?
No. -

The King of High Temperature Resistant conveyor belt— EPDM Conveyor Belt
No. -

How to effectively extend the service life of heat-resistant conveyor belts?
No. -

How the conveyor belt is fireproof and anti-static
No. -

The characteristics of the carcass material of the heat-resistant conveyor belt
No. -
Ways to prevent off tracking of the integral carcass flame resistant conveyor belt
No.